7.3预紧力的控制
预紧力的控制
7.3.1力矩法
式(2.1-2)表明拧紧力矩与预紧力呈线性关系,控制拧紧力矩则可实现预紧力的控制。力矩法简单、易于实施,是普遍采用的方法。但控制精度低,误差一般约为±25%。适用于一般联接。
按螺栓直径规定扳手长度的呆扳手是最简单的控制拧紧力矩的扳拧工具(误差约为±40%)。精度较高的控制拧紧力矩的扳拧工具是测力矩扳手和限力矩扳手,如图2.1-6所示。
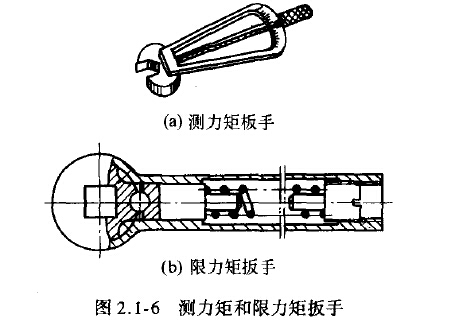
测力矩扳手有很多种,拧紧力矩可从7×10¯³N·m到1.3×10³N·m,力矩读数精度为±20%到±2%。
7.3.2螺栓伸长法
通过测量螺栓的伸长来控制预紧力,其应用条件是螺栓预紧力引起的螺栓伸长必须在弹性范围内。
螺栓原始长度为Ls,设计规定的预紧力为F′,则拧紧后需要的螺栓长度L′s为L′s = Ls+F′/Cb
式中Cb——螺栓刚度。
由于螺栓的伸长仅和螺栓刚度与载荷有关,排除了摩擦因数、被联接件变形等不易控制因素的影响,因此该方法控制精度较高,被广泛用于重要螺栓联接的预紧力控制。通常,若测量精确,则在长度测量精度为士1µm时,长度为20-25 mm的螺栓,其预紧力误差约为±5%。
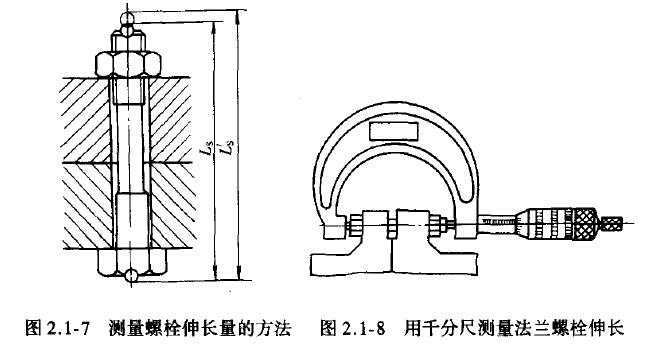
对于螺栓联接,只需在结构上保证能使测量工具接近螺栓两端面,便可直接测量拧紧前后螺栓长度。螺栓两端面为测量面,需精加工或做出锥形中心孔,如图2.1-7所示。该方法适用于较短的螺栓,特别是法兰螺栓联接更为适宜,见图2.1-8所示。
7.3.3螺母转角法
该方法是根据需要的预紧力计算出螺母转角,拧紧时控制螺母转角来达到控制预紧力的目的。
设螺母与支承面完全接触时为螺母转角的起始位置,则为保证预紧力需再旋拧的角度为
Ø=360°/P·F′/Cb
式中P——螺距。
由于接触变形,螺母与支承面完全接触的起始位置较难确定,加之其他因素的影响,该方法测得的预紧力误差约为±15%。
7.3.4预紧力指示垫圈
利用特制垫圈控制预紧力,如图2.1-9所示。

预紧力指示垫圈由一个外圈、一个内圈和两个平垫圈组成。在拧紧螺母过程中,内外圈高度差b逐渐缩小。当b减到零时,两平垫圈夹紧外圈,此时则达到了设计的预紧力。该方法使用方便,易于实现装配自动化,但增加了联接零件。该方法的预紧力误差为±10%,精度较高。
7.3.5用液压拉紧器控制预紧力
该方法的原理是首先对螺栓施加拉力,使之伸长,而后再轻轻旋紧螺母,待撤去拉力之后,螺栓收缩变形,在联接中产生和拉力相等的预紧力。这一方法可精确控制预紧力。
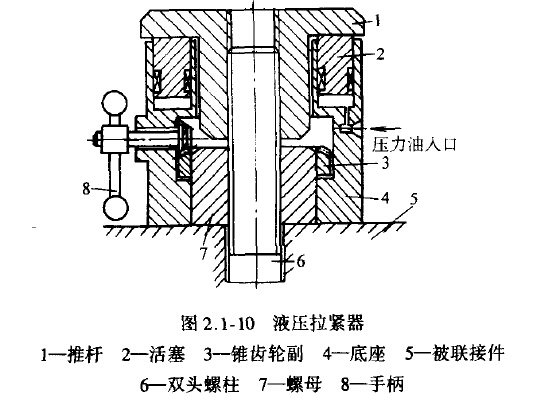
图2.1-10所示为按此设想制造的一种液压拉紧器。在拉紧器的推杆上有内螺纹,先将螺母用手拧在螺柱上,再把带有液压缸的底座置于被联接件支承面上,并将推杆拧在螺柱上。将压力油送人液压缸,推动活塞,使推杆向上移动,通过旋合螺纹拉伸螺柱。转动手柄,经锥齿轮传动而转动螺母,待螺母与被联接件支承面贴合后停止转动。放掉压力油,撤去压力。卸去液压拉紧器后,双头螺柱联接形成的预紧力和所施加的拉力相等。由于拉力的大小等于压力油的压力乘活塞面积,因此只要控制压力油的压力就能控制预紧力。
这种方法适用于任何尺寸的紧固件,而且可以同时给螺栓组联接的所有螺栓同时加预紧力,均勻压紧被联接件和垫片,不会因倾斜、翘曲而影响预紧力的真实值。另外,由于没有螺纹副的摩擦力矩,螺栓杆不受切应力,因此螺栓将有更高的承受拉力的能力。